 Passer au contenu
Passer au contenu Fraiseuses CNC Cyborg
Dans l'aperçu ci-dessous, vous pouvez facilement trouver quels composants sont fabriqués en standard sur nos machines et quelles options vous pouvez choisir. De cette manière, une machine construite sur mesure répond à toutes vos attentes et constitue un pilier indispensable de votre entreprise et de votre production pendant de nombreuses années.
Équipement standard

Châssis en acier
La base de chaque Cyborg de la série "Pro" est un châssis robuste tout en acier. L'épaisseur des poutres en acier est de 8 mm.
La masse d'une machine détermine en grande partie la manière dont les vibrations sont absorbées. Plus la masse est importante, moins il y a de vibrations indésirables.
Pour certaines applications, un châssis encore plus lourd est souhaitable. C'est pourquoi nous avons développé la série "H". Le châssis de ces machines est principalement constitué de poutres longitudinales et transversales de 200 mm x 400 mm avec une épaisseur de paroi de 10 mm. Les fraiseuses Cyborg de la série H, équipées des broches appropriées, peuvent traiter sans problème les travaux de fraisage les plus lourds.
Broche
Chaque Cyborg est équipée de série d'une broche HSD Mechatronics 7 kW avec roulements en céramique. Avec cette broche, qui a un couple élevé à n'importe quelle vitesse, vous pouvez facilement fraiser une grande variété de matériaux.
Pour les travaux de fraisage qui peuvent être effectués avec un seul outil, cette broche est un excellent choix.

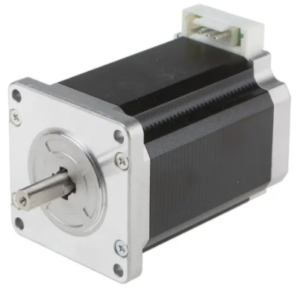
Moteurs pas-à-pas
Sur les plus petites machines de la série Pro, des moteurs micropas sont montés de série sur tous les essieux. Ces moteurs sont équipés de réducteurs planétaires 10:1. Cette combinaison de moteurs et de réducteurs assure des mouvements précis et un haut niveau de sécurité opérationnelle.
Ces moteurs sont réglés à une résolution en micropas qui se traduit par 130 pas / mm sur les axes X et Y et 400 pas / mm sur l'axe Z. Une précision, une accélération et des vitesses plus élevées sont possibles lorsque des servomoteurs sont montés à la place de moteurs pas à pas.
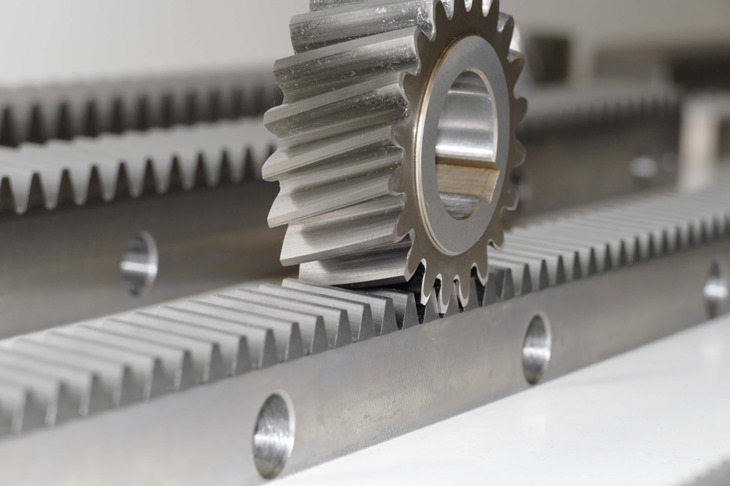
Crémaillères hélicoïdales
Toutes les machines Cyborg sont exclusivement construites avec des crémaillères hélicoïdales et des engrenages de haute qualité. Les crémaillères inclinées sont plus précises que les crémaillères droites, la machine atteint également des vitesses plus élevées.

Pompe à vide Busch Mink
La puissante pompe à griffes Busch Mink est reliée à la table à vide et veille à ce que les plaques soient fermement aspirées contre le matériau de perte MDF. Ces pompes nécessitent peu d'entretien et sont extrêmement fiables. Chaque machine est équipée en standard d'une télécommande pour la pompe à vide.
Table à vide
La table à vide est divisée en quatre compartiments ou plus et est constituée d'une structure en gaufre. Avec des vannes à bille manuelles ou des vannes pilotes électroniques, les zones peuvent être ouvertes ou fermées individuellement.
Des tables à vide entièrement automatisées ou des aménagements spéciaux des zones à vide sont bien entendu possibles.


Sécurité CE
En standard, chaque machine est équipée d'un rideau lumineux monté sur le portique, de bandes de pression et de boucliers. De cette manière, l'opérateur est protégé de manière optimale et la protection n'interfère pas avec les opérations de fraisage.
Dès que la barrière immatérielle est interrompue et / ou que les bandes de pression sont activées, la machine s'arrête immédiatement. Toutes les machines sont livrées avec un certificat de conformité CE et sont conformes à la directive machines.
Options

Logiciel FAO
Les conceptions graphiques doivent être converties en un fichier .cnc, afin que la machine puisse les fraiser à la taille désirée et selon la bonne stratégie. Pour créer des chemins de routage, nous aimerions vous présenter Enroute .
Ce logiciel professionnel de FAO permet à l'utilisateur de calculer les trajets de fraisage de manière conviviale. Votre projet peut être créée dans divers packages, tels que Adobe Illustrator , Autocad , Solid Works , CorelDraw ,… Enroute dispose d'un vaste arsenal de filtres d'importation (.ai, .eps, .dwg, .dxf, .plt, .pdf, …) Pour ne pas avoir à convertir votre fichier source dans un autre format.
Importez le fichier sélectionné et calculez les trajectoires de fraisage souhaitées dans Enroute, où vous pouvez facilement définir de nombreux paramètres tels que: vitesse d'avance, vitesse, rodage 3D, imbrication, direction de fraisage, etc. ...
Vous pouvez enregistrer ces paramètres dans les stratégies, de sorte que vous ne pouvez pas avoir à tout paramétrer encore et encore. Une formation approfondie Enroute est bien sûr fournie en standard.
Enroute est également disponible sous forme d'abonnement mensuel. Vous voulez en savoir plus et essayer Enroute 7 pendant 7 jours?
Moteurs servo Yaskawa
Les servomoteurs Yaskawa de dernière génération garantissent que votre machine se déplace rapidement, avec précision et avec une fluidité exceptionnelle. Grâce aux boîtes de vitesses Shimpo (<3 minutes d'arc de jeu!), chaque mouvement est exécuté en douceur et avec puissance.
Si vous optez pour une machine avec changeur d'outils, votre Cyborg dispose automatiquement de servomoteurs.


broche à changement d'outil HSD
Une broche de changement d'outil offre de nombreux avantages. Une fraiseuse Cyborg équipée d'un changeur d'outils automatique sélectionne automatiquement les bonnes fraises, ce qui permet de gagner beaucoup de temps. La puissante ES 951 de HSD Mechatronics, refroidie par air et dotée de roulements en céramique (9 kW - 12,2 ch), fonctionne avec un système de montage HSK-F63 et présente un couple élevé à toutes les vitesses.
La vitesse maximale de cette broche italienne est de 24 000 TPM. Les pinces de serrage ER-40 sont disponibles pour les fraises de 2 mm à 26 mm de diamètre. Cette broche convient au fraisage de divers matériaux, notamment le bois, les plastiques et les métaux non ferreux.
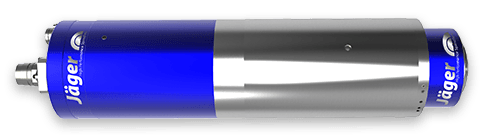
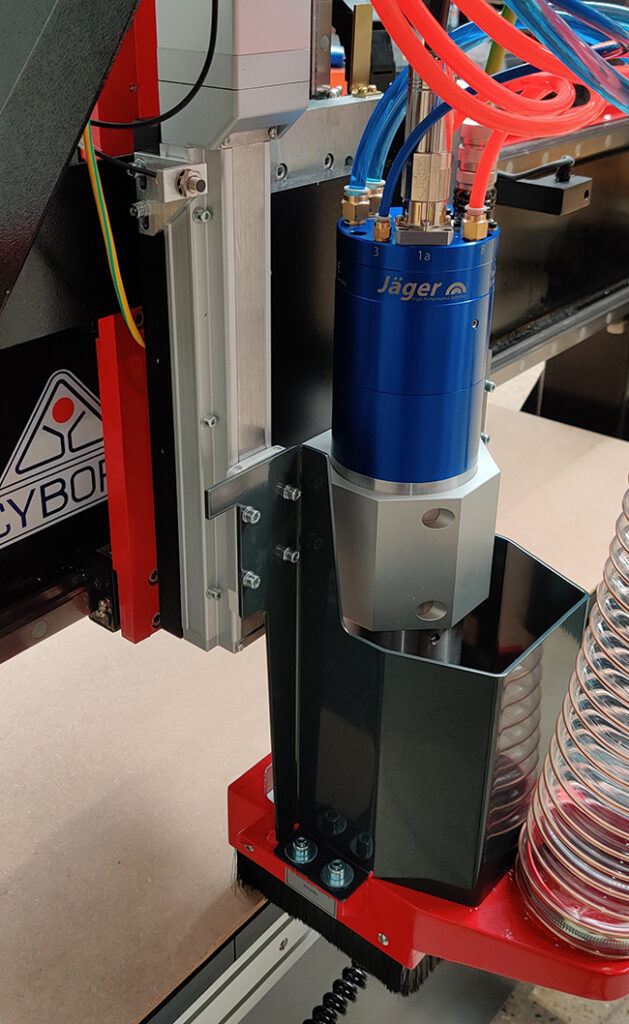
Broche à changement d'outil Jäger
L'Allemand Alfred Jäger jouit d'une excellente réputation
et cette broche est également à la hauteur de toutes les attentes.
Le Z100H refroidi par eau a un couple élevé
à toutes les vitesses et peut fonctionner jusqu'à 40 000 tr / min.
Le système de serrage est de type HSK-E32. Cela vous permet de serrer des fraises de 2 mm à 20 mm de diamètre.
La puissance maximale est de 12 kW (Pmax/5s). A 60% de charge (S6) la puissance est de 8kW. Cette broche a été développée pour le fraisage des plastiques et des métaux non ferreux et est particulièrement adaptée au fraisage du PMMA (verre acrylique) en finition brillante, mais elle constitue également un bon choix pour l'usinage de l'aluminium et pour les applications 3D.
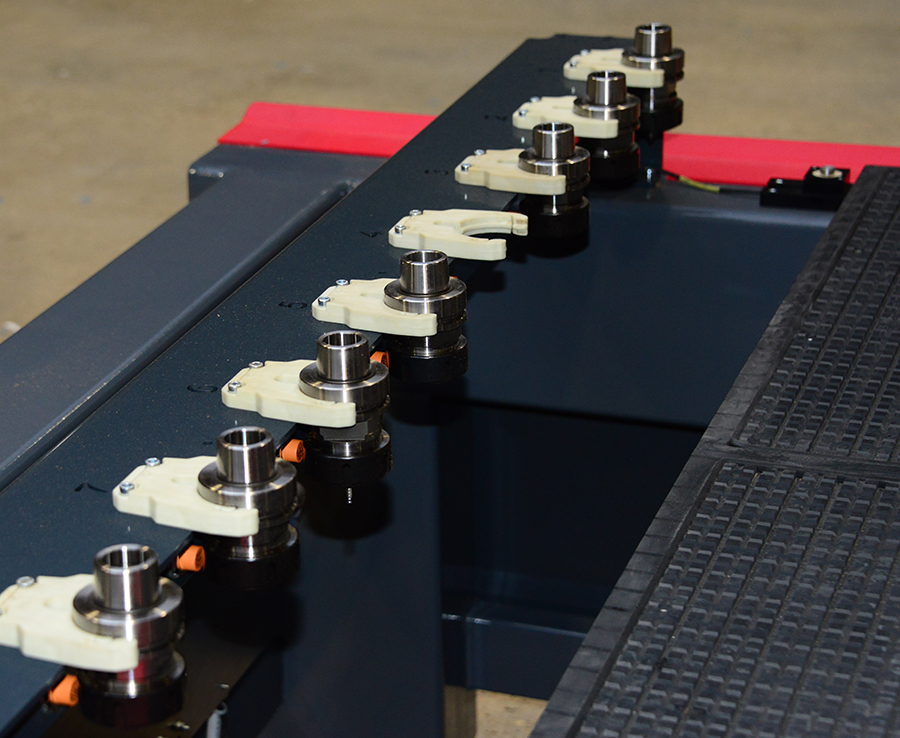
Changeur d'outils lineaire
Un changeur d'outils linéaire est situé à l'arrière de la machine et contient 6, 8 ou 10 positions de changement selon la largeur de votre Cyborg. Chaque position est protégée par un détecteur de proximité inductif. De cette manière, la machine sait en permanence quelles positions sont libres et lesquelles sont occupées. De cette façon, les collisions et les accidents sont définitivement exclus.
Grâce au bloc de calibration électronique, la machine se souvient toujours de toutes les longueurs de chaque outil individuel.
Changeur d'outils rotatif
Un changeur d'outils rotatif est situé sur le côté XA de votre machine Cyborg. Le carrousel rotatif contient 12 positions de commutation. Comme pour le changeur d'outils linéaire, la position de changement est sécurisée avec un détecteur de proximité inductif pour éviter les collisions.
Les machines de la série H disposent d'un changeur d'outils rotatif avec capot à ouverture et fermeture automatique. Comme vous pouvez le voir, les avantages offerts par un changeur d'outils deviennent immédiatement clairs!
Pied d'aspiration automatique
Nous avons développé le "dépoussiéreur motorisé" pour éviter d'avoir à régler manuellement la buse d'extraction à chaque fois. Cette version automatisée prend en compte la longueur de vos outils et la profondeur de fraisage et s'ajuste automatiquement.
L'extraction est toujours à la bonne hauteur, de sorte que les copeaux sont toujours extraits de la manière la plus optimale possible.
Systeme de refroidissement et lubrification
Lors de l'usinage de l'aluminium, du laiton, ... il est préférable d'utiliser un système de pulvérisation de liquide de refroidissement. Un tel système garantit non seulement une prolongation de la durée de vie de vos fraises, mais également une meilleure finition des bords. Le système de micro-goutte garantit que vos fraises sont refroidies au moyen d'un brouillard, sans que toute la plaque ne soit mouillée. La commande de la Cyborg allume et éteint automatiquement le système de refroidissement, afin d'utiliser le liquide de refroidissement de la manière la plus optimale possible.
Vous pouvez choisir parmi différents systèmes de pulvérisation de liquide de refroidissement, tels que Fog Buster , HPM , Pomac ,…


Aspirateur
Un aspirateur est indispensable pour éliminer les copeaux, la poussière et les résidus.
Le Riedex DM-160 est un aspirateur particulièrement puissant (1448 m³ / h) qui peut être utilisé à la fois pour le travail du bois et du métal.
Cet aspirateur est automatiquement allumé et éteint par votre Cyborg, les filtres de l'aspirateur sont automatiquement nettoyés à l'air comprimé. Les copeaux et les déchets sont collectés dans un bac de collecte sur roues, qui peut être facilement retiré de l'aspirateur et vidé.
Cet appareil est CE, DG et DGUV conforme et peut faire fonctionner un maximum de 5 machines.
Caméra
Si vous souhaitez fraiser des plaques qui sont imprimées avec une imprimante grand format, une caméra est un accessoire indispensable. En plus de votre design, imprimez également 4 fidicuals (points de référence) d'un diamètre de 6 mm sur la plaque.
Le système de caméra Cyborg détecte les 4 cercles et ajuste le travail de fraisage en temps réel en fonction de la position et de la déviation des cercles.
Donc, si votre conception est étirée, décalée ou mise à l'échelle, pas de problème, le travail de fraisage est immédiatement ajusté et vos pièces sont fraisées à la bonne taille.


Couteau tangentiel
Certains matériaux sont mieux coupés que fraisés. Pensez simplement au papier, au carton, à la mousse fine, au Forex, ... C'est pourquoi nous avons développé un système de découpe. Le couteau est placé à gauche de la broche. Vous pouvez choisir entre un système de coupe à une ou trois têtes. Ce dernier contient alors un couteau oscillant électrique, un couteau tangentiel et une roue de pliage pour le rainurage du carton. Afin de couvrir toute la table avec le couteau, le pont est prolongé de 250 mm côté XA.
Butées
Les butées pneumatiques ou "pop-up pins" sont très utiles lorsque vous souhaitez placer votre plaque ou matériau perpendiculairement à la fraiseuse. Lorsque vous commencez à charger le matériau, les butées remontent. Vous faites glisser la plaque contre celles-ci, puis elles s'enfoncent à nouveau. Vous pouvez choisir à la fois des butées fixes ou mobiles. Préférez-vous les blocs d'arrêt plutôt que les cylindres? C'est également parfaitement possible.


Palpeur de surface
En raison des différences d'épaisseur de votre matériau, il est parfois difficile de réaliser des lignes de pliage ou des gravures de même profondeur partout. Ce problème peut être résolu avec notre palpeur de surface numérique. Vous déterminez vous-même le pas (résolution) à l'endroit où la Cyborg mesure la plaque avec une sonde. Un nuage de points 3D est créé sur lequel votre fichier de fraisage est ensuite projeté. Les valeurs de l'axe Z sont ajustées en temps réel pendant le fraisage, de sorte que vos lignes de pliage et / ou vos gravures aient toujours la même profondeur partout.
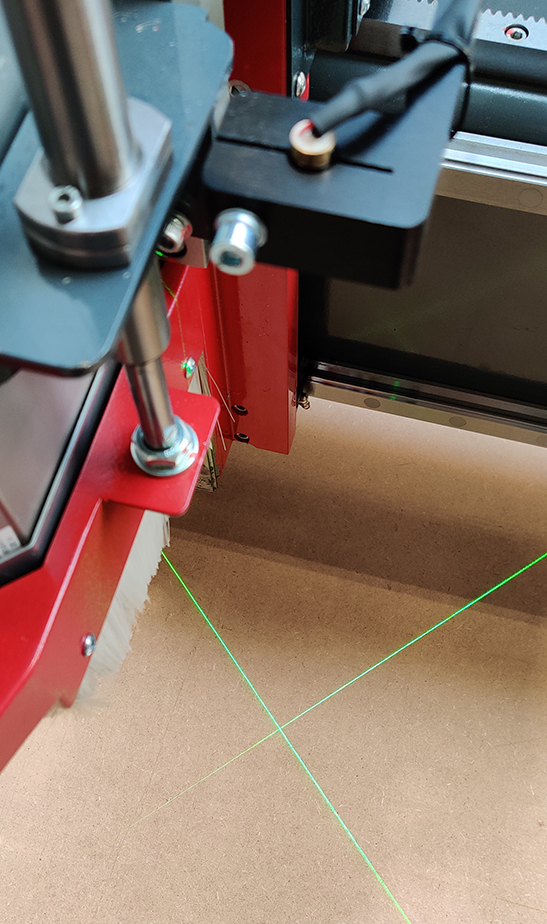
Pointeur Led
Avec le pointeur Led, il est très facile de mettre un point o/o avec précision. Vous activez le pointeur, le déplacez vers l'endroit souhaité.
La machine connait exactement l'offset entre la broche et le Led, la broche se dépace précisément au dessus de l'endroit voulu.
Chaque machine équipée d'un changeur d'outils est également dotée d'un pointeur à LED.

Portique élevé
Le passage en Z de nos machines est de 200 mm. Cependant, si vous avez des pièces plus épaisses à fraiser, le passage peut être augmenté à 400 mm. Nous augmentons donc l'axe Z, afin que vous puissiez déplacer des outils longs sur votre matériau. et pour que les outils courts puissent encore se déplacer jusqu'à la surface de la table.