 Passer au contenu
Passer au contenu Conseils
Lors du fraisage de matériaux tels que le bois, le MDF, l'acrylique, le Forex, l'aluminium, l'Alucobond, le Dibond, l'Hylite,… de nombreux paramètres et réglages sont impliqués. Diverses causes peuvent influencer votre résultat de fraisage à la fois positivement et négativement. Les facteurs importants sont le poids de votre machine, la puissance de votre broche, la vitesse de rotation, la vitesse d'avance, le sens de fraisage, le nombre de passes, la longueur coupant de votre outil, etc. ... Le fraisage n'est pas une science exacte, vous apprenez en essais et erreurs qui donnent le meilleur résultat pour vous. Pour vous aider à démarrer, nous vous donnons quelques conseils importants.
Le Fraisage en avalant
En général des métaux doivent être fraisés en avalant. Des matières plastiques sont normalement fraisées en opposition.
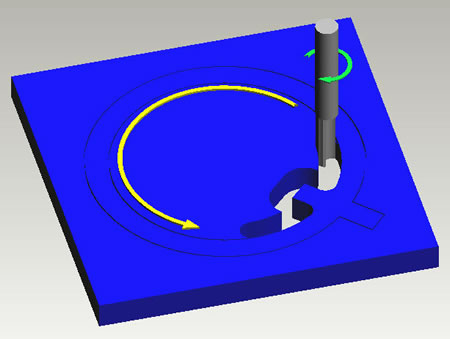
Dans l'exemple ci-dessus, l'intérieur de la lettre Q est d'abord usiné. L'outil tourne toujours dans le sens horaire (voir flèche verte), tandis que les contours intérieurs sont suivis dans le sens antihoraire (voir flèche jaune)
Le fraisage externe en avalant
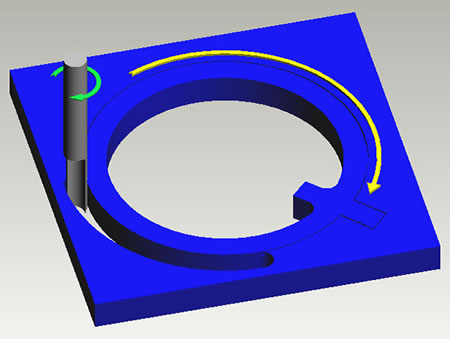
Après le contour intérieur, qui doit toujours être fraisé en premier lieu, le fraisage du contour extérieur se fait dans le sens antihoraire. La rotation de l'outil dans la broche, qui se fait toujours dans le sens horaire (vert) et le sens de fraisage du contour extérieur (jaune) sont opposées l'un à l'autre.
Le Fraisage en opposition
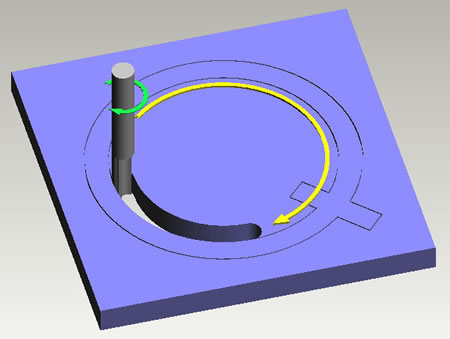
Le bois et les produits dérivés de bois sont prèsque toujours fraisés en opposition. Les métaux ne sont jamais fraisés en opposition. Les matières plastiques se trouvent entre ces deux extrèmes. Des matières plastiques molles sont toujours fraisées en opposition. Des matières plastiques dûres, p.e. le HPL et le PMMA sont parfois mieux fraisés en avalant, notamment lorsqu'il s'agit de diamètres de fraises inférieurs à 4 mm.
Le Fraisage externe en opposition
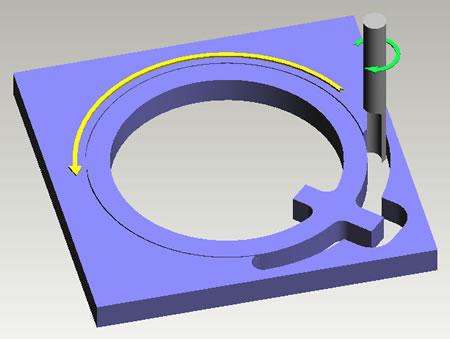
Après le contour intérieur, qui doit toujours être fraisé en premier lieu, le fraisage du contour extérieur se fait dans le sens antihoraire. La rotation de l'outil dans la broche, qui se fait toujours dans le sens horaire (vert) et le sens de fraisage du contour extérieur (jaune) sont opposées l'un à l'autre.
Fraisage aluminium
Il est important de savoir quel type d'aluminium vous allez usiner. Les plaques en aluminium mou peuvent facilement être pliés, mais elles fondent très rapidement lorsque vous les fraisez. Le liquide de refroidissement est alors indispensable. Une bonne qualité de fraisage sont AlMg3 et ALMgSi1. Vous pouvez même fraiser ces plaques "à sec".
Utilisez les spécifications suivantes pour fraiser de l'aluminium mou de 6 mm d'épaisseur:
Avance: 20 mm / sec
RPM: 13 000
Fraise: XGDA Ø 4 mm
Direction: en avalant
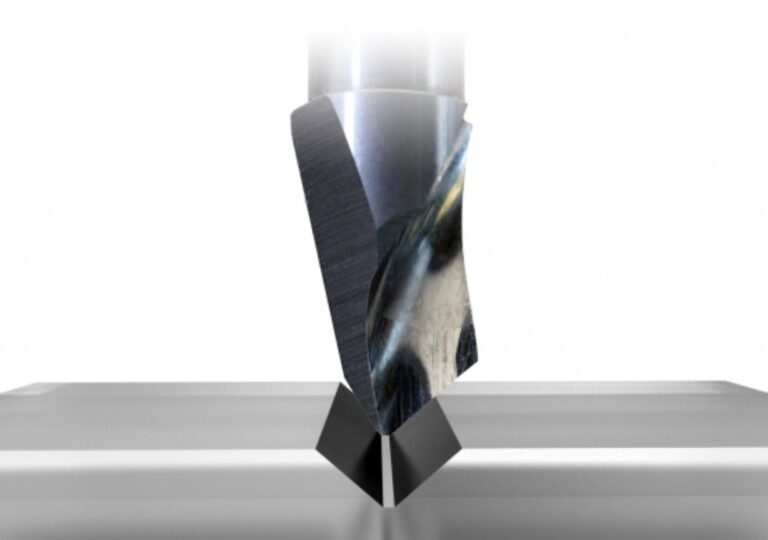
Lignes de
pliage
Vous pouvez plier le PMMA, l'Alucobond et le Dibond en appliquant des lignes de pliage. Nos fraises pour ligne de pliage assurent une petite zone plate dans la ligne de pliage, de sorte que votre pièce pliée reste à l'angle correct.
Utilisez la sonde de surface numérique pour fraiser la ligne de pliage exactement aussi profondément partout.
Vous voulez en savoir plus sur la création de lignes de pliage? N'hésitez pas à nous contacter, nous nous ferons un plaisir de vous en dire plus.
Fraisage brillant PMMA
Le PMMA (ou acrylique) peut être fraisé en utilisant la bonne stratégie et les bonnes fraises, sans aucun travail de finition.
Utilisez une fraise pour le plastique ordinaire pour couper le contour dans des directions opposées avec un décalage de 0,2 mm. Ensuite, vous utilisez une fraise PMMA Saphir (dans le sens de la marche) de la gamme Belin pour rendre les bords brillants.
Vous voulez en savoir plus sur le fraisage de PMMA? Veuillez nous contacter, nous nous ferons un plaisir de vous indiquer les fraises et les paramètres dont vous avez besoin.

Polissage brillant PMMA
Voulez-vous un résultat encore plus brillant? Ensuite, vous pouvez polir le PMMA avec un diamant naturel. Comme pour les fraises Saphir, la pièce doit d'abord être pré-fraisée avec un décalage de 0,2 mm.
Ensuite, vous polissez la pièce avec un diamant. Pour cela, vous avez besoin d'une broche qui peut tourner à grande vitesse. (32 000 à 40 000 tr / min.) Le niveau de finition est exceptionnellement élevé.
Vous voulez en savoir plus sur le polissage de PMMA? Veuillez nous contacter, nous nous ferons un plaisir de vous indiquer les fraises et les paramètres dont vous avez besoin.
