Freesgereedschappen van
Diager Industrie & LMT Tools
Nous ne fournissons pas seulement des fraiseuses de haute qualité, mais aussi des outils de fraisage. Grâce à notre savoir-faire et à notre expérience de longue date, nous sommes en mesure de vous proposer les meilleures fraises pour votre application.
De freesgereedschappen van Diager Industrie en LMT Tools zorgen voor een onberispelijke afwerking en hebben een lange standtijd. Ze gaan dus lang mee. Heb je vragen over freesgereedschappen? Wil je weten welke gereedschappen het best geschikt zijn voor jouw materiaal? Wil je weten welke voedingssnelheden en toerentallen je moet gebruiken? Wij helpen je graag verder.
Notre stock étendu nous permet de livrer la plupart des outils à partir du stock.

Diager

À partir de 2024, Ketele nv sera le distributeur exclusif des outils de fraisage Diager. Ces fraises professionnelles offrent une belle finition des bords combinée à une longue durée de vie. Les outils Diager sont disponibles avec différents diamètres, longueurs de coupe et arêtes de coupe. En fonction du matériau que vous souhaitez usiner, Diager a la bonne solution.
Vous recherchez une fraise spécifique pour un matériau spécifique ? Jetez un œil à nos pages de matériaux ou contactez-nous, nous serons heureux de vous aider.
Outils LMT

Les outils de fraisage de haute qualité de LMT Tools conviennent au fraisage de différents matériaux. Choisissez parmi des outils pour l'aluminium, le laiton, le PMMA, les plastiques, les composites, le MDF, le bois stratifié, l'Alucobond, le Dibond, le Trespa,… Les fraises sont disponibles en différents diamètres de queue et de coupant, en fonction de l'épaisseur du matériau vous pouvez également choisir de différentes longueurs coupants.
Vous recherchez une fraise spécifique pour un matériau spécifique ? Jetez un œil à nos pages de matériaux ou contactez-nous, nous serons heureux de vous aider.
Conseils
Lors du fraisage de matériaux tels que le bois, le MDF, l'acrylique, le Forex, l'aluminium, l'Alucobond, le Dibond, l'Hylite,… de nombreux paramètres et réglages sont impliqués. Diverses causes peuvent influencer votre résultat de fraisage à la fois positivement et négativement. Les facteurs importants sont le poids de votre machine, la puissance de votre broche, la vitesse de rotation, la vitesse d'avance, le sens de fraisage, le nombre de passes, la longueur coupant de votre outil, etc. ... Le fraisage n'est pas une science exacte, vous apprenez en essais et erreurs qui donnent le meilleur résultat pour vous. Pour vous aider à démarrer, nous vous donnons quelques conseils importants.
Le fraisage n'est pas une science exacte. Vous apprendrez par essais et erreurs ce qui produit les meilleurs résultats pour vous. Pour vous aider à démarrer, voici quelques conseils importants.
En avalant
interne
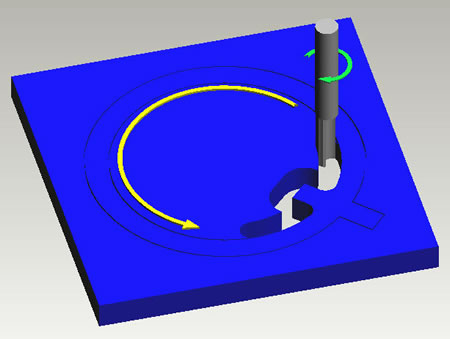
En général des métaux doivent être fraisés en avalant. Des matières plastiques sont normalement fraisées en opposition.
Dans l'exemple ci-dessus, l'intérieur de la lettre Q est d'abord usiné. L'outil tourne toujours dans le sens horaire (voir flèche verte), tandis que les contours intérieurs sont suivis dans le sens antihoraire (voir flèche jaune)
En avalant
externe
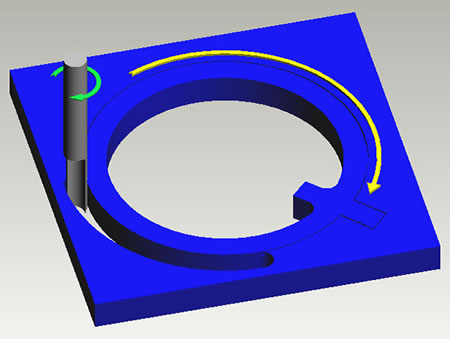
Après le contour intérieur, qui doit toujours être fraisé en premier lieu, le fraisage du contour extérieur se fait dans le sens antihoraire. La rotation de l'outil dans la broche, qui se fait toujours dans le sens horaire (vert) et le sens de fraisage du contour extérieur (jaune) sont opposées l'un à l'autre.
Fraisage en opposition
interne
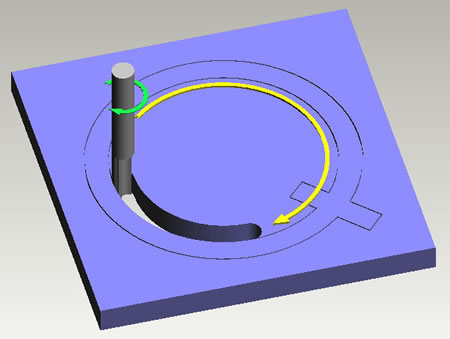
Le bois et les produits dérivés du bois sont presque toujours mieux fraisés en opposition. Les métaux ne sont jamais fraisés en oppositon. Les plastiques se situent entre ces deux extrêmes.
Les plastiques souples sont toujours fraisés à contre-courant. Pour les diamètres de fraisage plus petits (< 4 mm), il est parfois préférable de fraiser les plastiques plus durs, comme le HPL et le PMMA, en avalant.
Fraisage en opposition
externe
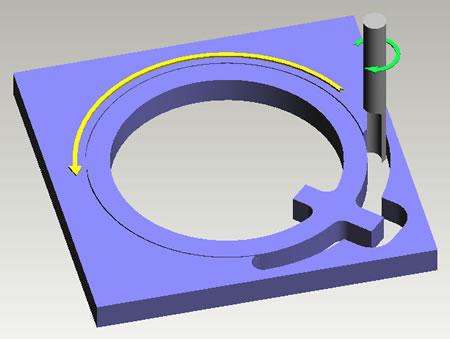
Après le contour intérieur, qui doit toujours être fraisé en premier lieu, le fraisage du contour extérieur se fait dans le sens antihoraire. La rotation de l'outil dans la broche, qui se fait toujours dans le sens horaire (vert) et le sens de fraisage du contour extérieur (jaune) sont opposées l'un à l'autre.
Aluminium
fraisage alu
Il est important de savoir quel type d'aluminium vous allez usiner. Les plaques en aluminium mou peuvent facilement être pliés, mais elles fondent très rapidement lorsque vous les fraisez. Le liquide de refroidissement est alors indispensable. Une bonne qualité de fraisage sont AlMg3 et ALMgSi1. Vous pouvez même fraiser ces plaques "à sec".
Utilisez les spécifications suivantes pour fraiser de l'aluminium mou de 6 mm d'épaisseur:
Avance: 20 mm / sec
RPM: 13 000
Fraise: XGDA Ø 4 mm
Direction: en avalant
Lignes de
pliage
PMMA, Alucobond en Dibond kan je plooien door het aanbrengen van vouwlijnen. Onze vouwlijnfrezen zorgen voor een klein plat vlakje in de vouwlijn, zo blijft je geplooide stuk mooi onder de juiste hoek staan.
Om de vouwlijn overal exact even diep te frezen, maak je gebruik van de digitale oppervlaktetaster.
Vous voulez en savoir plus sur la création de lignes de pliage? N'hésitez pas à nous contacter, nous nous ferons un plaisir de vous en dire plus.
Fraisage brillant PMMA

Le PMMA (ou acrylique) peut être fraisé en utilisant la bonne stratégie et les bonnes fraises, sans aucun travail de finition.
Utilisez une fraise pour le plastique ordinaire pour couper le contour dans des directions opposées avec un décalage de 0,2 mm. Ensuite, vous utilisez une fraise PMMA Saphir (dans le sens de la marche) de la gamme LMT pour rendre les bords brillants.
Vous voulez en savoir plus sur le fraisage de PMMA? Veuillez nous contacter, nous nous ferons un plaisir de vous indiquer les fraises et les paramètres dont vous avez besoin.
Polissage brillant PMMA

Voulez-vous un résultat encore plus brillant? Ensuite, vous pouvez polir le PMMA avec un diamant naturel. Comme pour les fraises Saphir, la pièce doit d'abord être pré-fraisée avec un décalage de 0,2 mm.
Ensuite, vous polissez la pièce avec un diamant. Pour cela, vous avez besoin d'une broche qui peut tourner à grande vitesse. (32 000 à 40 000 tr / min.) Le niveau de finition est exceptionnellement élevé.
Vous voulez en savoir plus sur le polissage de PMMA? Veuillez nous contacter, nous nous ferons un plaisir de vous indiquer les fraises et les paramètres dont vous avez besoin.
Obtenir un devis pour des outils de fraisage
Veelgestelde vragen
Wat is het verschil tussen een upcut en downcut frees?
Het verschil tussen een upcut en downcut frees zit in de richting waarin de spanen worden afgevoerd tijdens het frezen. Dit heeft een directe impact op de afwerking, warmteontwikkeling en stabiliteit van het werkstuk.
Upcut frees (positieve helix)
Bij een upcut frees worden de spanen naar boven afgevoerd, richting de spindel.
Kenmerken:
- zeer goede spaanafvoer
- minder warmteopbouw
- geschikt voor diepere sneden
Effect op het werkstuk:
- onderzijde mooi afgewerkt
- bovenzijde kan licht rafelen of splinteren
Toepassing:
- ruwen en snel materiaal verwijderen
- diepe sleuven en pockets
- aluminium, kunststoffen en massief hout
Downcut frees (negatieve helix)
Bij een downcut frees worden de spanen naar beneden gedrukt, in het materiaal.
Kenmerken:
- werkstuk wordt naar beneden gedrukt → stabieler
- minder splintervorming aan de bovenzijde
- minder efficiënte spaanafvoer
Effect op het werkstuk:
- bovenzijde perfect strak afgewerkt
- onderzijde kan iets ruwer zijn
Toepassing:
- zichtwerk waar de bovenzijde belangrijk is
- dun plaatmateriaal (MDF, multiplex, laminaat)
- ondiepe groeven en afwerkingssneden
Nota: combinatie van beide (compression frees)
Er bestaan ook frezen die beide principes combineren, de zogenaamde compression frezen.
Deze hebben:
- een positieve helix onderaan (upcut)
- een negatieve helix bovenaan (downcut)
Hierdoor worden de spanen naar het midden toe afgevoerd en krijg je:
- een zuivere bovenkant én onderkant tegelijk
Dit type frees is ideaal voor:
- doorfrezen (full cut-through)
- plaatmateriaal met fineer of laminaat
- toepassingen waar beide zijden zichtbaar zijn en onderkant en bovenkant perfect moeten zijn
De belangrijkste verschillen samengevat
Spaanafvoer
- Upcut → naar boven (efficiënt)
- Downcut → naar beneden (beperkter)
Afwerking
- Upcut → mooie onderzijde
- Downcut → mooie bovenzijde
Gebruik
- Upcut → productief en veelzijdig
- Downcut → perfect voor zichtzijde
Kort samengevat
De keuze tussen upcut en downcut is altijd een afweging:
- Upcut voor snelheid, koeling en diepe bewerkingen
- Downcut voor een perfecte afwerking aan de bovenzijde
Compression wanneer beide zijden perfect moeten zijn
Hoe vaak moet ik mijn frezen vervangen?
Er bestaat geen vaste regel voor hoe vaak je een frees moet vervangen. De levensduur hangt sterk af van het materiaal, de instellingen en het gebruik van de machine.
In de praktijk draait het niet om tijd, maar om slijtage en prestaties.
Wanneer moet je een frees vervangen?
Let vooral op volgende signalen:
- Slechtere afwerkingskwaliteit
→ rafels, bramen of een ruwer oppervlak - Meer warmteontwikkeling
→ verkleuring van het materiaal of smelten bij kunststoffen - Hoger geluid of trillingen
→ teken dat de snede niet meer optimaal is - Minder snijprestatie
→ je moet trager werken om hetzelfde resultaat te halen - Zichtbare slijtage of beschadiging
→ afgeronde snijkanten of kleine breuken
Zodra één van deze signalen optreedt, is het meestal beter om de frees te vervangen.
Wat beïnvloedt de levensduur?
De standtijd van een frees wordt vooral bepaald door:
- Matériel
- hout en kunststof → langere levensduur
- aluminium → gemiddeld
- staal / inox → duidelijk sneller slijtage
- Snijparameters
- verkeerde snelheid of voeding → snelle slijtage
- Koeling en spaanafvoer
- slechte afvoer = meer warmte en slijtage
- Kwaliteit van de frees
- carbide en coatings gaan aanzienlijk langer mee
Praktische richtlijn
- Wacht niet tot een frees “stuk” is
- Vervang hem zodra de kwaliteit zichtbaar achteruitgaat
- Werk bij voorkeur met een consistente set instellingen → zo wordt slijtage voorspelbaar
Kort samengevat
Een frees vervang je niet op basis van tijd, maar op basis van prestaties.
Een tijdige vervanging zorgt voor:
- betere afwerking
- stabielere productie
- minder risico op schade aan werkstuk of machine
Wat betekent het aantal snijkanten bij een frees?
Het aantal snijkanten (ook wel “tanden” of “flutes”) bepaalt hoe de frees het materiaal verspaant en heeft een grote invloed op snelheid, afwerking en spaanafvoer.
Wat is het verschil?
Elke snijkant snijdt materiaal weg.
Meer snijkanten = meer contact met het werkstuk, minder snijkanten = meer ruimte voor spaanafvoer.
Minder snijkanten (1–2)
Kenmerken:
- grote spaanafvoer
- minder warmteopbouw
- hogere voedingssnelheid mogelijk
Toepassing:
- hout en kunststoffen
- aluminium
Ideaal wanneer spanen snel moeten afgevoerd worden en smelten of aankoeken vermeden moet worden.
Meer snijkanten (3–6)
Kenmerken:
- meer snijcontact → stabielere bewerking
- fijnere afwerking
- lagere voeding per tand
Toepassing:
- staal en roestvast staal
- afwerkingsbewerkingen
Ideaal wanneer precisie en oppervlaktekwaliteit belangrijk zijn.
Hoe kies je?
In de praktijk komt het hierop neer:
- Zachte materialen → minder snijkanten
- Hardere materialen → meer snijkanten
- Ruwen → minder snijkanten (snel materiaal verwijderen)
- Afbewerken → meer snijkanten (mooie finish)
Kort samengevat
Het aantal snijkanten bepaalt de balans tussen:
- spaanafvoer
- snijsnelheid
- afwerkingskwaliteit
De juiste keuze zorgt voor een efficiënt proces, mooier resultaat en langere standtijd van je gereedschap.
Welke frees gebruik ik voor welk materiaal?
De keuze van het juiste freesgereedschap is cruciaal voor een goed resultaat. Niet elk materiaal vraagt dezelfde snijgeometrie, en de verkeerde keuze kan leiden tot slechte afwerking, snelle slijtage of zelfs breuk van het gereedschap.
De juiste frees wordt in hoofdzaak bepaald door het materiaal én het type bewerking.
Overzicht per materiaal
1. Hout en plaatmateriaal
Voor hout en afgeleide plaatmaterialen (MDF, multiplex) worden meestal houtfrezen met scherpe snijkanten gebruikt.
Kenmerken:
-
- vaak 1- of 2-snijder
- agressieve snijhoek voor snelle spaanafvoer
- geschikt voor hoge voedingen
Ideaal voor: snel frezen, nesting en contourbewerking.
2. Kunststoffen
Bij kunststoffen is het belangrijk om smelten te vermijden.
Typische keuze:
-
- 1-snijder (single flute)
- grote spaanafvoer
- scherpe snijkant
Dit zorgt voor minder warmteontwikkeling en een nette snede zonder verkleving.
3. Aluminium en non-ferro metalen
Voor aluminium worden specifieke metaalfrezen gebruikt die zorgen voor een vlotte spaanafvoer.
Kenmerken:
-
- 1 (bij voorkeur) 2- of 3-snijder
- gepolijste groeven
- geschikt voor hogere snijsnelheden
Belangrijk is een goede balans tussen snelheid en koeling om aankoeken te vermijden.
4. Staal en roestvast staal
Hardere metalen vereisen robuust gereedschap.
Typische keuze:
-
- 3- tot 6-snijder
- geharde of gecoate frezen (bijv. carbide)
- lagere snijsnelheden
Hier ligt de focus op slijtvastheid en stabiliteit, eerder dan snelheid.
5. Composieten (glasvezel, carbon)
Composieten vragen een aangepaste aanpak om rafelen te vermijden.
Kenmerken:
-
- speciale freesgeometrie
- vaak diamant- of coatingfrezen
- gecontroleerde snijstrategie
Deze materialen zijn abrasief en zorgen voor verhoogde slijtage.
Waar moet u nog op letten?
Naast het materiaal bepalen ook deze factoren de keuze:
- Diameter van de frees → fijn detail vs. snel materiaal afnemen
- Snijlengte → afgestemd op de diepte van het werkstuk
- Aantal snijkanten → balans tussen snelheid en afwerking
- Type bewerking → ruwen of afwerken
Kort samengevat
Er bestaat geen “universele frees”: de juiste keuze hangt altijd af van het materiaal en de toepassing.
Een goed gekozen frees:
- verhoogt de productiviteit
- verbetert de afwerkingskwaliteit
- verlengt de levensduur van het gereedschap