Fraisage de PMMA
Le plexi (polyméthacrylate de méthyle ou PMMA en abrégé) est un thermoplastique transparent, souvent appelé "plexiglas". Ce matériau peut être fraisé sans problème avec les outils, les stratégies et les paramètres appropriés. Le PMMA coulé (GS) est préféré au PMMA extrudé (XT). Le PMMA est disponible en transparent et en différentes couleurs.
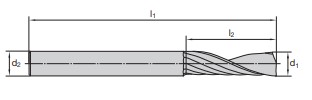
Outils à hélice positive pour le fraisage du PMMA (finition mate)
Réf. Diager | Réf. Ketele | D1 | D2 | L1 | L2 | Z | Hélix |
|---|---|---|---|---|---|---|---|
4013–0300 | ⌀ 3 mm | ⌀ 3 mm | 40 mm | 6 mm | 1 | Positive | |
4013–0400 | ⌀ 4 mm | ⌀ 4 mm | 50 mm | 8 mm | 1 | Positive | |
4013–0400A | ⌀ 4 mm | ⌀ 8 mm | 50 mm | 12 mm | 1 | Positive | |
4013–0600 | ⌀ 6 mm | ⌀ 6 mm | 50 mm | 14 mm | 1 | Positive | |
4013–0800 | ⌀ 8 mm | ⌀ 8 mm | 60 mm | 22 mm | 1 | Positive | |
4013–1000 | ⌀ 10 mm | ⌀ 10 mm | 75 mm | 32 mm | 1 | Positive | |
4013–1200 | ⌀ 12 mm | ⌀ 12 mm | 75 mm | 32 mm | 1 | Positive |
D'autres tailles et diamètres de ces outils pour le PMMA sont disponibles dans le catalogue Diager en page 12 ou contactez-nous pour plus d'informations.
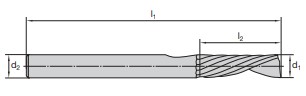
Outils à hélice négative pour le fraisage du PMMA
(finition mate)
Réf. Diager | Réf. Ketele | D1 | D2 | L1 | L2 | Z | Hélix |
|---|---|---|---|---|---|---|---|
4012–0300 | ⌀ 3 mm | ⌀ 3 mm | 40 mm | 10 mm | 1 | Négative | |
4012-0400 | ⌀ 4 mm | ⌀ 4 mm | 50 mm | 12 mm | 1 | Négative | |
4012–0600 | ⌀ 6 mm | ⌀ 6 mm | 60 mm | 20 mm | 1 | Négative |
D'autres tailles et diamètres de ces outils pour le PMMA sont disponibles dans le catalogue Diager en page 13 ou contactez-nous pour plus d'informations.
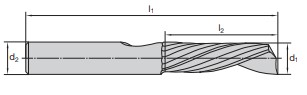
Outils à hélice positive pour le fraisage du PMMA (finition brillante)
Réf. Diager | Réf. Ketele | D1 | D2 | L1 | L2 | Z | Hélix |
|---|---|---|---|---|---|---|---|
4053–0200 | ⌀ 2 mm | ⌀ 3 mm | 30 mm | 4 mm | 1 | Positive | |
4053–0200A | ⌀ 2 mm | ⌀ 6 mm | 50 mm | 4 mm | 1 | Positive | |
4053–0300 | ⌀ 3 mm | ⌀ 3 mm | 40 mm | 6 mm | 1 | Positive | |
4053–0300A | ⌀ 3 mm | ⌀ 6 mm | 50 mm | 6 mm | 1 | Positive | |
4053–0400 | ⌀ 4 mm | ⌀ 4 mm | 50 mm | 8 mm | 1 | Positive | |
4053–0400A | ⌀ 4 mm | ⌀ 6 mm | 50 mm | 8 mm | 1 | Positive | |
4053–0600 | ⌀ 6 mm | ⌀ 6 mm | 50 mm | 16 mm | 1 | Positive | |
4053–0800 | ⌀ 8 mm | ⌀ 8 mm | 60 mm | 22 mm | 1 | Positive | |
4053–1000 | ⌀ 10 mm | ⌀ 10 mm | 60 mm | 23 mm | 1 | Positive | |
4053–1012 | ⌀ 12 mm | ⌀ 12 mm | 100 mm | 42 mm | 1 | Positive |
D'autres tailles et diamètres de ces outils pour le PMMA sont disponibles dans le catalogue Diager en page 15 ou contactez-nous pour plus d'informations.
Fraise diamantée pour la finition du PMMA (finition brillante)
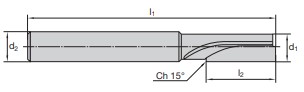
Réf. LMT | Réf. Ketele | D1 | D2 | L1 | L2 | Ch |
|---|---|---|---|---|---|---|
206 060 | 20010 | ⌀ 6 mm | ⌀ 6 mm | 50 mm | 14 mm | 15° |
D'autres tailles et diamètres de ces outils pour le fraisage du PMMA peuvent être trouvés dans le Catalogue des outils LMT à la page 32 ou contactez-nous pour plus d'informations.
Stratégie de fraisage PMMA
Épaisseur du matériel | ⌀ queue | ⌀ coupant | Alimentation | Vitesse RPM | Direction |
|---|---|---|---|---|---|
8 mm | 6 mm | 6 mm | 100 mm / sec | 20.000 TPM | En avalant |
Utilisez toujours une entrée 3D pour l'usinage du PMMA. De cette manière, la fraise s'enfonce latéralement dans le matériau, ce qui est bien mieux que d'aller tout droit vers le bas. Une fraise Diager avec un diamètre coupant de 6 mm peut traverser un PMMA de 8 mm d'épaisseur en une seule passe. Cependant, nous recommandons de travailler en deux passes, en allant à une profondeur de 7,5 mm lors du burinage de la première passe. Lors du fraisage de la deuxième passe, vous descendez à 8,5 mm de profondeur et vous fraisez la pièce en vrac. Assurez-vous que tous les copeaux sont sortis de la rainure après la première passe. Si vous souhaitez usiner un matériau plus épais, travaillez en plusieurs passes.
Pour obtenir des bords brillants, utilisez les outils de la série 4053. Ces fraises, très affûtées, permettent de maintenir des avances et des vitesses plus élevées ( 150 mm/sec à 165 mm/sec à 24 000 TPM). Gardez la même stratégie que celle décrite ci-dessus. Avec ces outils, vous obtiendrez les meilleurs résultats si les passes d'ébauche sont décalées d'environ 0,2 mm par rapport à la passe de finition. Cette dernière passe est la passe de finition et elle est calculée sans décalage. La dernière passe est fraisée plus lentement, à raison de 50 à 66 mm/sec, également à 24 000 tr/min.
Vous pouvez obtenir un résultat encore plus brillant en refroidissant avec de l'eau (distillée) pendant le fraisage.
Les fraises avec un diamètre de tige de 6 mm sont disponibles avec une bague en laiton, de sorte que vous pouvez également utiliser les outils sur une machine Zünd.
Selon la puissance de la machine et de la broche, d'autres valeurs peuvent être appliquées.