 Ga naar de inhoud
Ga naar de inhoud PMMA frezen
Plexi (Polymethylmethacrylaat of kortweg PMMA) is een transparante thermoplast, vaak ook “plexiglas” genoemd. Het materiaal kan met de juiste gereedschappen, strategieën en parameters prima gefreesd worden. Gegoten PMMA (GS) geniet de voorkeur over geëxtrudeerde PMMA (XT). PMMA is zowel glashelder als in verschillende kleuren beschikbaar.

Gereedschappen met positieve helix voor het frezen van PMMA (matte afwerking)
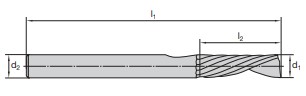
Ref. LMT | Ref. Ketele | D1 | D2 | L1 | L2 | Z | Helix |
|---|---|---|---|---|---|---|---|
13 080 | 10193 | ⌀ 8 mm | ⌀ 8 mm | 60 mm | 22 mm | 1 | Positief |
13 060E | 19884 | ⌀ 6 mm | ⌀ 6 mm | 70 mm | 32 mm | 1 | Positief |
13 060D | 19883 | ⌀ 6 mm | ⌀ 6 mm | 60 mm | 22 mm | 1 | Positief |
13 060C | 20220 | ⌀ 6 mm | ⌀ 6 mm | 50 mm | 14 mm | 1 | Positief |
13 040G | 19881 | ⌀ 4 mm | ⌀ 4 mm | 60 mm | 22 mm | 1 | Positief |
13 040F | 20216 | ⌀ 4 mm | ⌀ 4 mm | 50 mm | 14 mm | 1 | Positief |
13 030F | 19877 | ⌀ 3 mm | ⌀ 3 mm | 40 mm | 12 mm | 1 | Positief |
Andere maten en diameters van deze gereedschappen voor PMMA kan je terug vinden in de LMT Tools catalogus op pagina 13 of contacteer ons voor meer info.
Gereedschappen met negatieve helix voor het frezen van PMMA
(matte afwerking)
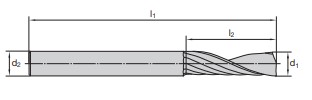
Ref. LMT | Ref. Ketele | D1 | D2 | L1 | L2 | Z | Helix |
|---|---|---|---|---|---|---|---|
12 060 | 10433 | ⌀ 6 mm | ⌀ 6 mm | 60 mm | 20 mm | 1 | Negatief |
12 040 | 10519 | ⌀ 4 mm | ⌀ 4 mm | 50 mm | 12 mm | 1 | Negatief |
12 030 | 10516 | ⌀ 3 mm | ⌀ 3 mm | 30 mm | 10 mm | 1 | Negatief |
Andere maten en diameters van deze gereedschappen voor PMMA kan je terug vinden in de LMT Tools catalogus op pagina 12 of contacteer ons voor meer info.
Gereedschappen met positieve helix voor het frezen van PMMA (glanzende afwerking)
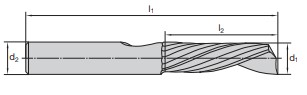
Ref. LMT | Ref. Ketele | D1 | D2 | L1 | L2 | Z | Helix |
|---|---|---|---|---|---|---|---|
53 060 | 18112 | ⌀ 6 mm | ⌀ 6 mm | 50 mm | 16 mm | 1 | Positief |
53 040 | 18111 | ⌀ 4 mm | ⌀ 4 mm | 50 mm | 13 mm | 1 | Positief |
Andere maten en diameters van deze gereedschappen voor PMMA kan je terug vinden in de LMT Tools catalogus op pagina 15 of contacteer ons voor meer info.
Diamantfrees voor het afwerken van PMMA (hoogglans afwerking)
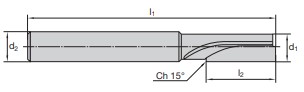
Ref. LMT | Ref. Ketele | D1 | D2 | L1 | L2 | Ch |
|---|---|---|---|---|---|---|
206 060 | 20010 | ⌀ 6 mm | ⌀ 6 mm | 50 mm | 14 mm | 15° |
Andere maten en diameters van deze gereedschappen voor het hoogglans polijsten van PMMA kan je terug vinden in de LMT Tools catalogus op pagina 32 of contacteer ons voor meer info.