

Graveren, snijden & markeren
CNC roterend / frezend
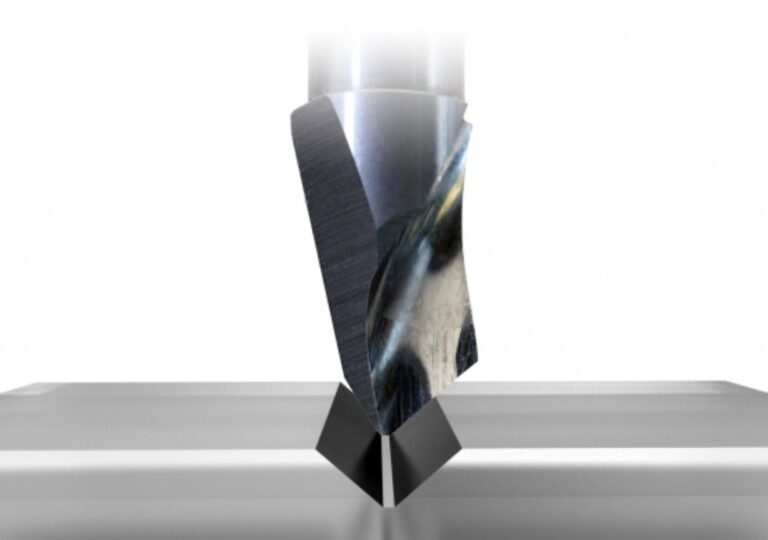
Diamantkop, sieraden
Bij het frezen van materialen zoals hout, MDF, acrylaat, Forex, aluminium, Alucobond, Dibond, Hylite,… komen nogal wat parameters en instellingen kijken.
Verschillende oorzaken kunnen je freesresultaat zowel positief als negatief beïnvloeden. Belangrijke factoren zijn de zwaarte van je machine, het vermogen van je spindel, het toerental, de voedingssnelheid, freesrichting, aantal passen, snijlengte van je gereedschap, enz. …
Frezen is geen exacte wetenschap, met uitproberen, testen en proeven doen, leer je proefondervindelijk wat voor jou het beste resultaat oplevert. Om je alvast op weg te helpen, geven we je enkele belangrijke tips mee.
In de regel worden metalen meelopend gefreesd. Kunststoffen worden meestal tegenlopend gefreesd.
(Er zijn uitzonderingen op deze regel.)
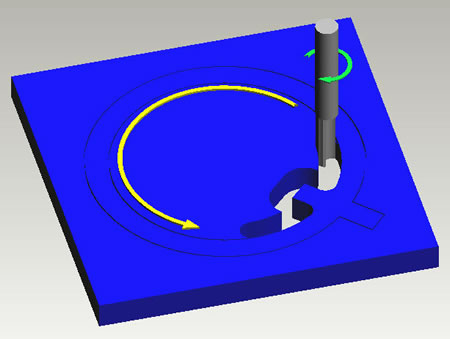
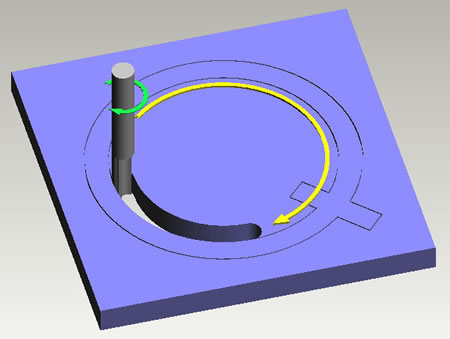
In dit voorbeeld wordt eerst de binnenkant van de letter Q gefreesd. De frees draait altijd rechtsom (groene pijl), terwijl bij binnencontouren de looprichting tegen de klok verloopt (gele pijl).
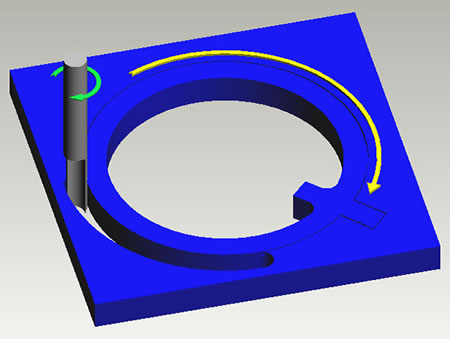
Na de binnencontour, die altijd eerst gefreesd moet worden, is de looprichting aan de buitenkant in kloksgewijze richting.
De draairichting van de frees (groene pijl) en looprichting (gele pijl) zijn nu beiden kloksgewijs.
Hout en van hout afgeleide producten worden bijna altijd best tegenlopend gefreesd. Metalen worden nooit tegenlopend gefreesd. Kunststoffen bevinden zich tussen deze twee uitersten. Zachte kunststoffen worden altijd tegenlopend gefreesd. Hardere kunststoffen, bv HPL en PMMA worden bij kleinere freesdiameters (< 4 mm) soms beter meelopend gefreesd.
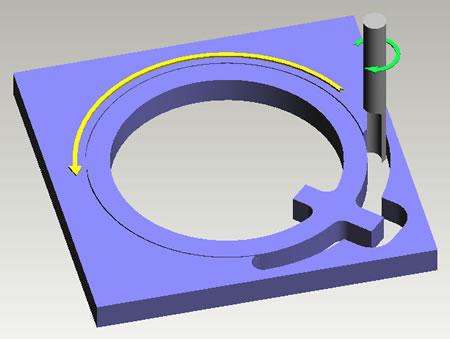
Na de binnencontour, die altijd eerst gefreesd moet worden, wordt de looprichting aan de buitenkant van de letter tegen de klok in uitgevoerd. De draairichting van de frees (groene pijl) en de looprichting (gele pijl) zijn tegengesteld aan elkaar.
Belangrijk om weten is welk soort alu je gaat verspanen. Zachte aluminiumsoorten kan je makkelijk plooien, maar smelten erg snel wanneer je ze freest. Koelvloeistof is dan onmisbaar. Goede freeskwaliteit zijn AlMg3 en ALMgSi1. Deze types kan je zelfs ‘droog’ frezen.
Gebruik volgende specs om 6 mm dik alu te frezen:
Feed: 20 mm /sec
RPM: 16.000
Frees: XGDA Ø 4 mm
Richting: meelopend
PMMA, Alucobond en Dibond kan je plooien door het aanbrengen van vouwlijnen. Onze vouwlijnfrezen zorgen voor een klein plat vlakje in de vouwlijn, zo blijft je geplooide stuk mooi onder de juiste hoek staan.
Om de vouwlijn overal exact even diep te frezen, maak je gebruik van de digitale oppervlaktetaster.
Meer weten over het maken van vouwlijnen? Neem dan contact op, we vertellen je er graag meer over.
PMMA (of acrylaat) kan door gebruik van de juiste strategie en de juiste frezen glanzend gefreesd worden, zonder enige nabewerking.
Frees met een gewone kunststoffrees in tegenlopende richting de contour met een offset van 0,2 mm . Vervolgens gebruik je een PMMA frees (in meelopende richting) uit het Prior Tools gamma om de randen glanzend te maken.
Meer weten over PMMA frezen? Neem dan contact op, we vertellen je graag welke frezen en parameters je nodig hebt.
Wil je een nog glanzender resultaat? Dan kan je PMMA polijsten met een natuurdiamant. Net zoals bij de Sapphir frezen moet het stuk eerst met een offset van 0,2 mm voorgefreesd worden.
Vervolgens polijst je het stuk met een diamantfrees. Daarvoor heb je een spindel nodig die een hoog toerental kan draaien. (32.000 of 40.000 TPM.) Het afwerkingsniveau is uitzonderlijk hoog.
Meer weten over PMMA polijsten? Neem dan contact op, we vertellen je graag welke frezen en parameters je nodig hebt.