 Skip to content
Skip to content Tips & tricks
When routing materials such as wood, MDF, acrylic, Forex, aluminum, Alucobond, Dibond, Hylite,… quite a few parameters and settings are involved. Various causes can influence your milling result both positively and negatively. Important factors are the weight of your machine, the power of your spindle, the rotational speed, the feed, routing direction, number of passes, cutting length of your tool, etc. ... Routing is not an exact science, you learn by trial and error which yields the best result for you. To get you started, we give you some important tips.
Climb
In general, metals are milled "climb". Plastics are usually milled "conventional".
(There are exceptions to this rule.)
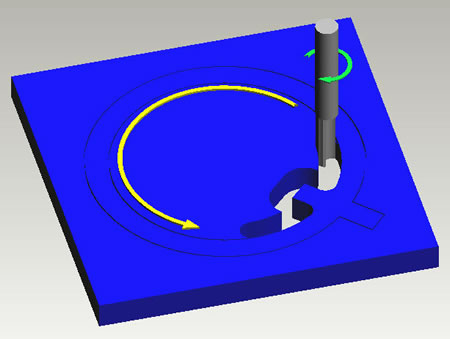
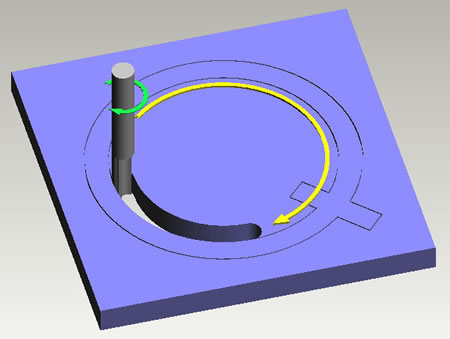
In this example, the inside of the letter Q is milled first. The cutter always rotates clockwise (green arrow), while for inner contours the running direction is counterclockwise (yellow arrow).
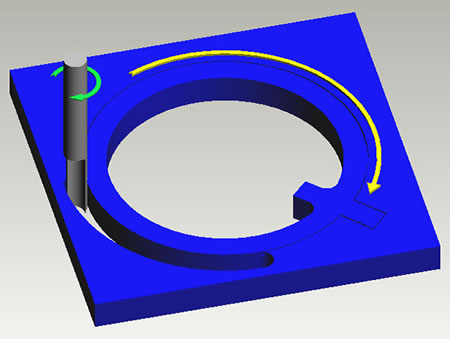
climb external
After the inner contour, which must always be milled first, the running direction on the outside is in a clockwise direction.
The rotation direction of the cutter (green arrow) and running direction (yellow arrow) are now both clockwise.
Conventional
Wood and wood-derived products are almost always milled "conventional". Metals are never milled in a conventional direction. Plastics are in between these two extremes. Soft plastics are always milled conventional. Harder plastics, eg HPL and PMMA, are sometimes better milled in a "climb" way with smaller milling diameters (<4 mm).
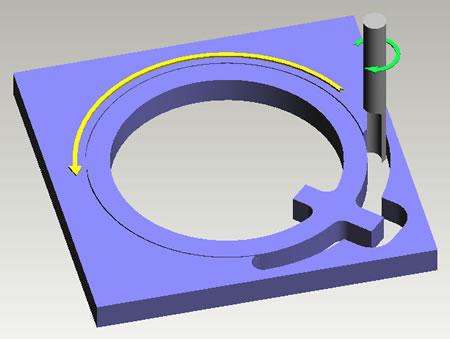
Conventional external
After the inner contour, which must always be routed first, the running direction on the outside of the letter is executed counterclockwise. The direction of rotation of the cutter (green arrow) and the direction of rotation (yellow arrow) are opposite to each other.
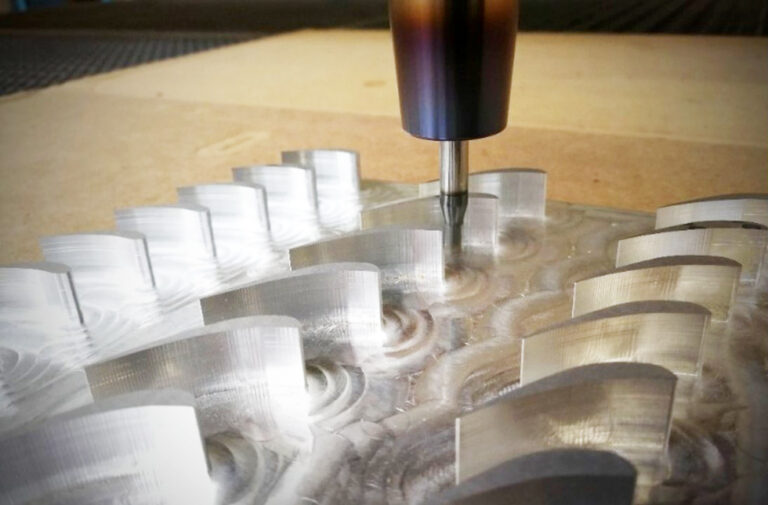
Routing aluminium
It is important to know which type of aluminum you are going to machine. Soft aluminum types can easily be folded, but they melt very quickly when you route them. Coolant is indispensable. Good milling quality are AlMg3 and ALMgSi1. You can even mill these types "dry".
Use the following specs to mill 6 mm thick aluminum:
Feed: 20 mm / sec
RPM: 16,000
Cutter: XGDA Ø 4 mm
Direction: climb
Routing
folding lines
You can fold PMMA, Alucobond and Dibond by applying folding lines. Our folding line cutters provide a small flat area in the fold line, so your pleated piece will remain at the correct angle.
To route the folding line exactly the same depth everywhere, you may want to use the digital surface mapper.
Want to know more about making folding lines? Please contact us, we will be happy to tell you more about it.
PMMA glossy routing
PMMA (or acrylic) can be polished by using the right strategy and the right cutters, without any finishing work.
Mill the contour with an offset of 0.2 mm with an ordinary plastic cutter in clockwise direction. Then you use a PMMA Sapphir cutter (in climb direction) from the Belin range to make the edges shiny.
Want to know more about routing PMMA? Please contact us, we will be happy to tell you which cutters and parameters you need.

PMMA glossy polishing
Do you want an even shinier result? Then you can polish PMMA with a natural diamond. As with the Sapphir cutters, the piece must first be pre-routed with an offset of 0.2 mm.
Then you polish the piece with a diamond cutter. Therefor you need a spindle that can rotate at a high speed. (32,000 or 40,000 RPM.) The finish level is exceptionally high.
Want to know more about polishing PMMA? Contact us, we will be happy to tell you which cutters and parameters you need.
