Freesgereedschappen van
Diager Industrie & LMT Tools
Not only do we supply high-quality routing machines, you can also rely on us for routing tools. Our many years of know-how and experience enable us to offer you the very best routing cutters for your application.
De freesgereedschappen van Diager Industrie en LMT Tools zorgen voor een onberispelijke afwerking en hebben een lange standtijd. Ze gaan dus lang mee. Heb je vragen over freesgereedschappen? Wil je weten welke gereedschappen het best geschikt zijn voor jouw materiaal? Wil je weten welke voedingssnelheden en toerentallen je moet gebruiken? Wij helpen je graag verder.
Our extensive stock allows us to deliver most tools from warehouse.

Diager

From 2024, Ketele nv will be the exclusive distributor of Diager routing tools. These professional cutters provide a beautiful edge finish combined with a long service lifespan. Diager's tools are available with different diameters, cutting lengths and cutting edges. Depending on the material you want to machine, Diager has the right solution.
Are you looking for a specific cutter for a specific material? Take a look at our material pages or contact us, we are happy to help you.
LMT Tools

The high-quality cutting tools from LMT Tools are suitable for routing different materials. Choose from tools for aluminium, brass, PMMA, plastics, composites, MDF, laminated wood, Alucobond, Dibond, Trespa,… The cutters are available in different shank and cutting edge diameters, depending on the thickness of the material you can also choose from different cutting edge lengths.
Are you looking for a specific cutter for a specific material? Take a look at our material pages or contact us, we are happy to help you.
Tips & tricks
When routing materials such as wood, MDF, acrylic, Forex, aluminum, Alucobond, Dibond, Hylite,… quite a few parameters and settings are involved. Various causes can influence your milling result both positively and negatively. Important factors are the weight of your machine, the power of your spindle, the rotational speed, the feed, routing direction, number of passes, cutting length of your tool, etc. ... Routing is not an exact science, you learn by trial and error which yields the best result for you. To get you started, we give you some important tips.
Routing is not an exact science, with trial and error, you will learn what produces the best results for you. To get you started, here are some important tips.
Climb cut
internal
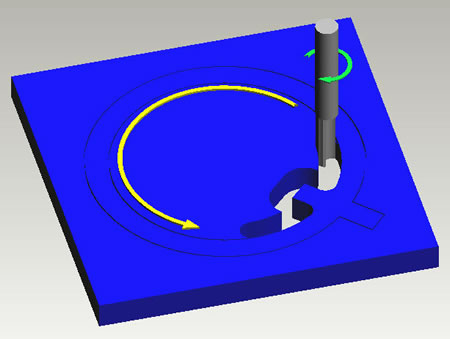
In general, metals are milled "climb". Plastics are usually milled "conventional".
(There are exceptions to this rule.)
In this example, the inside of the letter Q is milled first. The cutter always rotates clockwise (green arrow), while for inner contours the running direction is counterclockwise (yellow arrow).
Climb cut
external
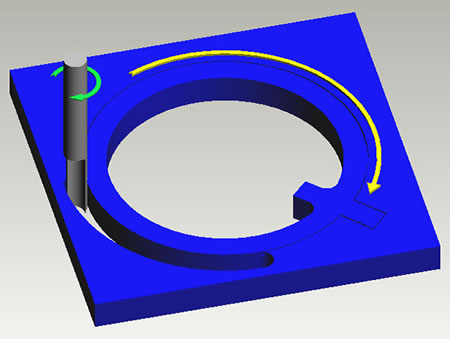
After the inner contour, which must always be milled first, the running direction on the outside is in a clockwise direction.
The rotation direction of the cutter (green arrow) and running direction (yellow arrow) are now both clockwise.
Conventional cut
internal
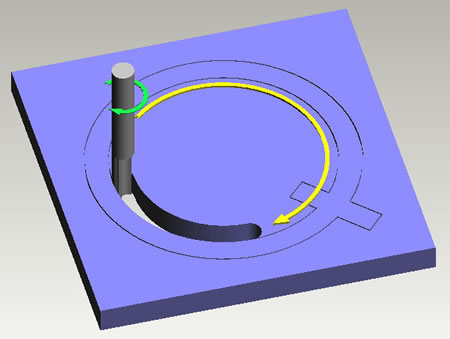
Wood and wood-derived products are almost always best routed in a conventional way. Metals are never routed conventional. Plastics are between these two extremes.
Soft plastics are always routed in a conventional way. With smaller routing diameters (< 4 mm), harder plastics, e.g. HPL and PMMA, are sometimes better routed with a climb cut.
Conventional cut
external
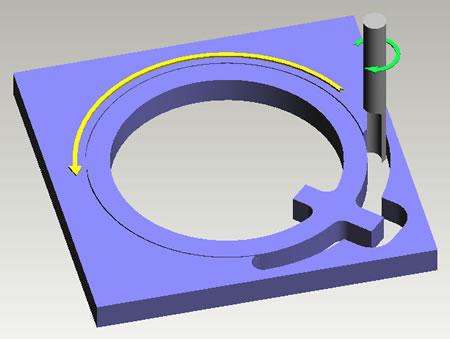
After the inner contour, which must always be routed first, the running direction on the outside of the letter is executed counterclockwise. The direction of rotation of the cutter (green arrow) and the direction of rotation (yellow arrow) are opposite to each other.
Aluminium
routing aluminium
It is important to know which type of aluminum you are going to machine. Soft aluminum types can easily be folded, but they melt very quickly when you route them. Coolant is indispensable. Good milling quality are AlMg3 and ALMgSi1. You can even mill these types "dry".
Use the following specs to mill 6 mm thick aluminum:
Feed: 20 mm / sec
RPM: 16,000
Cutter: XGDA Ø 4 mm
Direction: climb
Routing
folding lines
PMMA, Alucobond en Dibond kan je plooien door het aanbrengen van vouwlijnen. Onze vouwlijnfrezen zorgen voor een klein plat vlakje in de vouwlijn, zo blijft je geplooide stuk mooi onder de juiste hoek staan.
Om de vouwlijn overal exact even diep te frezen, maak je gebruik van de digitale oppervlaktetaster.
Want to know more about making folding lines? Please contact us, we will be happy to tell you more about it.
PMMA glossy routing

PMMA (or acrylic) can be polished by using the right strategy and the right cutters, without any finishing work.
Frees met een gewone kunststoffrees in tegenlopende richting de contour met een offset van 0,2 mm . Vervolgens gebruik je een PMMA frees (in meelopende richting) uit het LMT gamma om de randen glanzend te maken.
Want to know more about routing PMMA? Please contact us, we will be happy to tell you which cutters and parameters you need.
PMMA glossy polishing

Do you want an even shinier result? Then you can polish PMMA with a natural diamond. As with the Sapphir cutters, the piece must first be pre-routed with an offset of 0.2 mm.
Then you polish the piece with a diamond cutter. Therefor you need a spindle that can rotate at a high speed. (32,000 or 40,000 RPM.) The finish level is exceptionally high.
Want to know more about polishing PMMA? Contact us, we will be happy to tell you which cutters and parameters you need.
Request your quote for routing tools
Veelgestelde vragen
Wat is het verschil tussen een upcut en downcut frees?
Het verschil tussen een upcut en downcut frees zit in de richting waarin de spanen worden afgevoerd tijdens het frezen. Dit heeft een directe impact op de afwerking, warmteontwikkeling en stabiliteit van het werkstuk.
Upcut frees (positieve helix)
Bij een upcut frees worden de spanen naar boven afgevoerd, richting de spindel.
Kenmerken:
- zeer goede spaanafvoer
- minder warmteopbouw
- geschikt voor diepere sneden
Effect op het werkstuk:
- onderzijde mooi afgewerkt
- bovenzijde kan licht rafelen of splinteren
Toepassing:
- ruwen en snel materiaal verwijderen
- diepe sleuven en pockets
- aluminium, kunststoffen en massief hout
Downcut frees (negatieve helix)
Bij een downcut frees worden de spanen naar beneden gedrukt, in het materiaal.
Kenmerken:
- werkstuk wordt naar beneden gedrukt → stabieler
- minder splintervorming aan de bovenzijde
- minder efficiënte spaanafvoer
Effect op het werkstuk:
- bovenzijde perfect strak afgewerkt
- onderzijde kan iets ruwer zijn
Toepassing:
- zichtwerk waar de bovenzijde belangrijk is
- dun plaatmateriaal (MDF, multiplex, laminaat)
- ondiepe groeven en afwerkingssneden
Nota: combinatie van beide (compression frees)
Er bestaan ook frezen die beide principes combineren, de zogenaamde compression frezen.
Deze hebben:
- een positieve helix onderaan (upcut)
- een negatieve helix bovenaan (downcut)
Hierdoor worden de spanen naar het midden toe afgevoerd en krijg je:
- een zuivere bovenkant én onderkant tegelijk
Dit type frees is ideaal voor:
- doorfrezen (full cut-through)
- plaatmateriaal met fineer of laminaat
- toepassingen waar beide zijden zichtbaar zijn en onderkant en bovenkant perfect moeten zijn
De belangrijkste verschillen samengevat
Spaanafvoer
- Upcut → naar boven (efficiënt)
- Downcut → naar beneden (beperkter)
Afwerking
- Upcut → mooie onderzijde
- Downcut → mooie bovenzijde
Gebruik
- Upcut → productief en veelzijdig
- Downcut → perfect voor zichtzijde
Kort samengevat
De keuze tussen upcut en downcut is altijd een afweging:
- Upcut voor snelheid, koeling en diepe bewerkingen
- Downcut voor een perfecte afwerking aan de bovenzijde
Compression wanneer beide zijden perfect moeten zijn
Hoe vaak moet ik mijn frezen vervangen?
Er bestaat geen vaste regel voor hoe vaak je een frees moet vervangen. De levensduur hangt sterk af van het materiaal, de instellingen en het gebruik van de machine.
In de praktijk draait het niet om tijd, maar om slijtage en prestaties.
Wanneer moet je een frees vervangen?
Let vooral op volgende signalen:
- Slechtere afwerkingskwaliteit
→ rafels, bramen of een ruwer oppervlak - Meer warmteontwikkeling
→ verkleuring van het materiaal of smelten bij kunststoffen - Hoger geluid of trillingen
→ teken dat de snede niet meer optimaal is - Minder snijprestatie
→ je moet trager werken om hetzelfde resultaat te halen - Zichtbare slijtage of beschadiging
→ afgeronde snijkanten of kleine breuken
Zodra één van deze signalen optreedt, is het meestal beter om de frees te vervangen.
Wat beïnvloedt de levensduur?
De standtijd van een frees wordt vooral bepaald door:
- Material
- hout en kunststof → langere levensduur
- aluminium → gemiddeld
- staal / inox → duidelijk sneller slijtage
- Snijparameters
- verkeerde snelheid of voeding → snelle slijtage
- Koeling en spaanafvoer
- slechte afvoer = meer warmte en slijtage
- Kwaliteit van de frees
- carbide en coatings gaan aanzienlijk langer mee
Praktische richtlijn
- Wacht niet tot een frees “stuk” is
- Vervang hem zodra de kwaliteit zichtbaar achteruitgaat
- Werk bij voorkeur met een consistente set instellingen → zo wordt slijtage voorspelbaar
Kort samengevat
Een frees vervang je niet op basis van tijd, maar op basis van prestaties.
Een tijdige vervanging zorgt voor:
- betere afwerking
- stabielere productie
- minder risico op schade aan werkstuk of machine
Wat betekent het aantal snijkanten bij een frees?
Het aantal snijkanten (ook wel “tanden” of “flutes”) bepaalt hoe de frees het materiaal verspaant en heeft een grote invloed op snelheid, afwerking en spaanafvoer.
Wat is het verschil?
Elke snijkant snijdt materiaal weg.
Meer snijkanten = meer contact met het werkstuk, minder snijkanten = meer ruimte voor spaanafvoer.
Minder snijkanten (1–2)
Kenmerken:
- grote spaanafvoer
- minder warmteopbouw
- hogere voedingssnelheid mogelijk
Toepassing:
- hout en kunststoffen
- aluminium
Ideaal wanneer spanen snel moeten afgevoerd worden en smelten of aankoeken vermeden moet worden.
Meer snijkanten (3–6)
Kenmerken:
- meer snijcontact → stabielere bewerking
- fijnere afwerking
- lagere voeding per tand
Toepassing:
- staal en roestvast staal
- afwerkingsbewerkingen
Ideaal wanneer precisie en oppervlaktekwaliteit belangrijk zijn.
Hoe kies je?
In de praktijk komt het hierop neer:
- Zachte materialen → minder snijkanten
- Hardere materialen → meer snijkanten
- Ruwen → minder snijkanten (snel materiaal verwijderen)
- Afbewerken → meer snijkanten (mooie finish)
Kort samengevat
Het aantal snijkanten bepaalt de balans tussen:
- spaanafvoer
- snijsnelheid
- afwerkingskwaliteit
De juiste keuze zorgt voor een efficiënt proces, mooier resultaat en langere standtijd van je gereedschap.
Welke frees gebruik ik voor welk materiaal?
De keuze van het juiste freesgereedschap is cruciaal voor een goed resultaat. Niet elk materiaal vraagt dezelfde snijgeometrie, en de verkeerde keuze kan leiden tot slechte afwerking, snelle slijtage of zelfs breuk van het gereedschap.
De juiste frees wordt in hoofdzaak bepaald door het materiaal én het type bewerking.
Overzicht per materiaal
1. Hout en plaatmateriaal
Voor hout en afgeleide plaatmaterialen (MDF, multiplex) worden meestal houtfrezen met scherpe snijkanten gebruikt.
Kenmerken:
-
- vaak 1- of 2-snijder
- agressieve snijhoek voor snelle spaanafvoer
- geschikt voor hoge voedingen
Ideaal voor: snel frezen, nesting en contourbewerking.
2. Kunststoffen
Bij kunststoffen is het belangrijk om smelten te vermijden.
Typische keuze:
-
- 1-snijder (single flute)
- grote spaanafvoer
- scherpe snijkant
Dit zorgt voor minder warmteontwikkeling en een nette snede zonder verkleving.
3. Aluminium en non-ferro metalen
Voor aluminium worden specifieke metaalfrezen gebruikt die zorgen voor een vlotte spaanafvoer.
Kenmerken:
-
- 1 (bij voorkeur) 2- of 3-snijder
- gepolijste groeven
- geschikt voor hogere snijsnelheden
Belangrijk is een goede balans tussen snelheid en koeling om aankoeken te vermijden.
4. Staal en roestvast staal
Hardere metalen vereisen robuust gereedschap.
Typische keuze:
-
- 3- tot 6-snijder
- geharde of gecoate frezen (bijv. carbide)
- lagere snijsnelheden
Hier ligt de focus op slijtvastheid en stabiliteit, eerder dan snelheid.
5. Composieten (glasvezel, carbon)
Composieten vragen een aangepaste aanpak om rafelen te vermijden.
Kenmerken:
-
- speciale freesgeometrie
- vaak diamant- of coatingfrezen
- gecontroleerde snijstrategie
Deze materialen zijn abrasief en zorgen voor verhoogde slijtage.
Waar moet u nog op letten?
Naast het materiaal bepalen ook deze factoren de keuze:
- Diameter van de frees → fijn detail vs. snel materiaal afnemen
- Snijlengte → afgestemd op de diepte van het werkstuk
- Aantal snijkanten → balans tussen snelheid en afwerking
- Type bewerking → ruwen of afwerken
Kort samengevat
Er bestaat geen “universele frees”: de juiste keuze hangt altijd af van het materiaal en de toepassing.
Een goed gekozen frees:
- verhoogt de productiviteit
- verbetert de afwerkingskwaliteit
- verlengt de levensduur van het gereedschap