 Skip to content
Skip to content Routing aluminium
Aluminium is lightweight yet very strong, making it extremely suitable for many different applications. Aluminium is easy to machine with a CNC router, it is versatile and has high durability.
Aluminium is divided into different groups (NEN-EN 573 standard) based on the main alloying elements. When choosing an aluminium alloy for a particular application, it is important to know to what extent formability, weldability, electrical conductivity, ductility or anodisability play a role. Ask your aluminium supplier for a variant that mills well. (For example, AlMg3 or AlMgSi1.)

Freesgereedschappen met positieve helix voor het frezen van aluminium
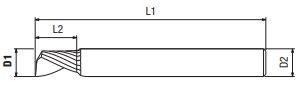
Ref. Diager | Ketele ref. | D1 | D2 | L1 | L2 | Z | Helix | Coating | + Coating | Met ring voor Zünd machines |
|---|---|---|---|---|---|---|---|---|---|---|
4001-X0200 | ⌀ 2 mm | ⌀ 6 mm | 50 mm | 3 mm | 1 | Positive | Yes | 4001-NHC0200 | 4001-NHC0200-B | |
4001-X0300 | ⌀ 3 mm | ⌀ 3 mm | 40 mm | 4,5 mm | 1 | Positive | Yes | 4001-NHC0300 | ||
4001-X0300A | ⌀ 3 mm | ⌀ 6 mm | 50 mm | 4,5 mm | 1 | Positive | Yes | 4001-NHC0300A | 4001-NHC0300A-B | |
4001-X0400 | ⌀ 4 mm | ⌀ 4 mm | 50 mm | 6 mm | 1 | Positive | Yes | 4001-NHC0400 | ||
4001-X0400A | ⌀ 4 mm | ⌀ 6 mm | 50 mm | 6 mm | 1 | Positive | Yes | 4001-NHC0400A | 4001-NHC0400A-B | |
4001-X0600 | ⌀ 6 mm | ⌀ 6 mm | 50 mm | 9 mm | 1 | Positive | Yes | 4001-NHC0600 | 4001-NHC0600-B | |
4001-X0800 | ⌀ 8 mm | ⌀ 8 mm | 60 mm | 12 mm | 1 | Positive | Yes | 4001-NHC0800 | ||
4001-X1000 | ⌀ 10 mm | ⌀ 10 mm | 65 mm | 15 mm | 1 | Positive | Yes | 4001-NHC1000 |
Andere maten en diameters van deze gereedschappen voor aluminium kan je terug vinden in de catalogus van Diager Industrie op pagina 19 of contacteer ons voor meer info.
Aluminium frezen met negatieve helix
Bij sommige toepassingen is het beter om materiaal met een negatieve spiraalfrees te verspanen. Dankzij de negatieve helix, zijn de randopbouweffecten beperkt en duwt de frees spanen naar beneden in plaats van ze naar boven te trekken. Door de neerwaartse druk blijven stukken beter liggen en treedt slechts een beperkte delaminatie op van de bovenste laag. Uitstekend geschikt voor dunne materialen.
Freesgereedschappen met negatieve helix voor het frezen van aluminium
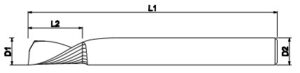
Ref. Diager | Ketele ref. | D1 | D2 | L1 | L2 | Z | Helix | Coating | + Coating | Met ring voor Zünd machines |
|---|---|---|---|---|---|---|---|---|---|---|
4002-X0200 | ⌀ 2 mm | ⌀ 3 mm | 30 mm | 3 mm | 1 | Negative | Yes | |||
4002-X0300 | ⌀ 3 mm | ⌀ 6 mm | 50 mm | 4,5 mm | 1 | Negative | Yes | 4002-X0300-B | ||
4002-X0400 | ⌀ 4 mm | ⌀ 6 mm | 50 mm | 6 mm | 1 | Negative | Yes | 4002-X0400-B |
Andere maten en diameters van deze gereedschappen voor aluminium kan je terug vinden in de catalogus van Diager Industrie op pagina 21 of contacteer ons voor meer info.
Routing strategy for aluminum
Material thickness | ⌀ shaft | ⌀ cutting edge | Feed | Speed RPM | Direction |
|---|---|---|---|---|---|
4 mm | 6 mm | 4 mm | 20 mm / sec | 16.000 RPM | Climb |
Tip: When routing aluminium, use a 3D inlet so the cutter runs sideways with the cutting edge into the material. That way you avoid a build-up of debris under the tool.
Coolant is preferred, but some aluminium alloys can also be dry-milled.
De “+ Coating” zorgt voor een nog langere levensduur van je freesgereedschap, de frezen met schachtdiameter 6 mm zijn verkrijgbaar met een messing ring, zodat je de gereedschappen ook op een Zünd machine kan gebruiken.
Depending on machine and spindle power, other values may apply.